




QUY CÁCH VÀ THÔNG SỐ KỸ THUẬT MÁY HÀN DATU-S1D
Số seri | tên | Thông số kỹ thuật và các mẫu sản phẩm | Số lượng | thương hiệu |
1 | Robot cánh tay khớp nối và tủ điều khiển máy móc | GSK R6-2000H | 1 bộ | Robot Tiền Giang |
2 | Đường ray robot | Tải trọng 1500Trọng lượng tịnh, tổng chiều dài 12 mét. Chia thành 2 phần, 6 mét + 6 mét | 1 bộ | Thanh Chi |
3 | Hệ thống hàn tự động ra quyết định không cần hướng dẫn GSK | FSWeld-3800EC | 1 bộ | Tùy chỉnh BOCHU |
4 | Máy dò đường may bằng laser | —— | 1 bộ | Bãi Chữ |
5 | Nguồn điện hàn, bộ cấp dây, bình chứa nước | NBC-500Rp-Plus | 1 bộ | Ota |
6 | Dây cáp, đường ống khí nén, van, xích cáp và các phụ kiện khác.Mục | —— | 1 bộ | Hỗ trợ |
7 | Mỏ hàn và thiết bị chống va chạm | —— | 1 bộ | Tùy chỉnh Qingzhi |
8 | Thiết bị làm sạch súng và cắt dây | —— | 1 bộ | Tùy chỉnh Qingzhi |
9 | Hệ thống điều khiển điện | —— | 1 bộ | Thanh Chi |
10 | Phụ tùng thay thế và phụ tùng tiêu hao | —— | 1 bộ | Tùy chỉnh Qingzhi |
11 | Máy ảnh lập thể laser tuyến tính | —— | 1 bộ | Bãi Chữ |
| Mã sản phẩm: QZ-XB8/12-V3.8 | ||||||
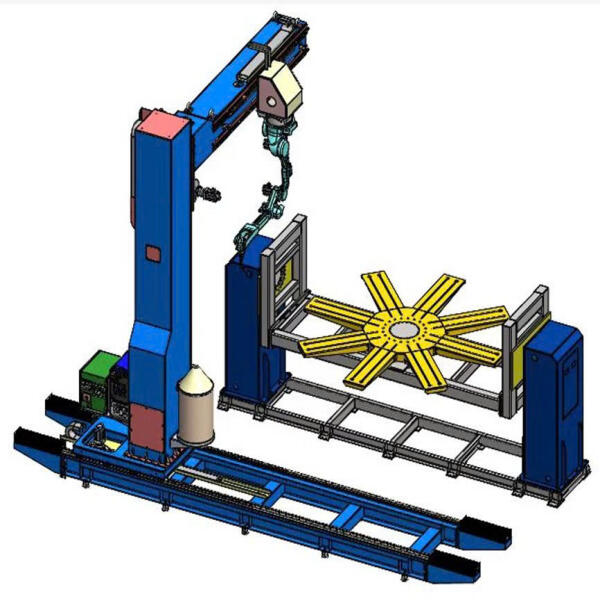
| Tên sản phẩm: Trạm làm việc robot hàn kiểu cần trục 8 trục | ||||||
| KHÔ NG. | Tên | Thông số kỹ thuật/Mẫu | Thương hiệu | Số lượng | Đơn vị | Nhận xét |
1 | Thân robot 6 trục và tủ điều khiển | QJR6-2000H | Qianjiang (QJAR) | 1 | bộ | Bao gồm máy tính công nghiệp/màn hình/chuột/bàn phím. |
2 | Hệ thống hàn tự động thông minh Qingzhi V3800 | QZ-CYPWeld-V3800 | BoChu (BCQZ) | 1 | bộ | Nghiên cứu và phát triển chung giữa Bochu và Qingzhi |
3 | Đường ray tiếp đất | QZDG-12 | Qingzhi | 1 | bộ | Chiều dài 12000mm, chiều cao 3000mm; hành trình thực tế 10800mm |
4 | Hệ thống thị giác | QZW600P QZ181P-WL | BoChu (BCQZ) | 1 | bộ | Nghiên cứu và phát triển chung giữa Bochu và Qingzhi |
5 | Máy hàn | NBC-500Rp-Plus | AOTAI | 1 | bộ | Bao gồm nguồn hàn/bộ cấp dây hà n/bình chứa nước |
6 | Mỏ hàn | TRM313-01 | TRM | 1 | bộ | |
7 | Trạm làm sạch mỏ hàn | / | Qingzhi | 1 | bộ | Thiết kế riêng biệt - súng phun sơn, s úng làm sạch và kìm cắt dây. |
8 | Các bộ phận khác: Dây cáp/đường dẫn khí /van/xích ray | / | Qingzhi | 1 | bộ | |
9 | Phụ tùng thay thế | / | Qingzhi | 1 | bộ | |


Thanh ChiCần trục 8 trụcPhiên bản Trạm Hàn Thông Minh [Hai-[Phiên bản cảm biến laser dạng đường thẳng].
Hệ thống có thể tạo ra các mô hình thông qua camera quét đường thẳng lớn để đảo ngược mô hình, hoặc mộtsauhiện cóvẽngười mẫuSau khi nhập dữ liệu, không cần lập trình hay hướng dẫn. Camera tự động nhận diện và sửa lỗi lắp ráp phôi và lỗi đồ gá, đồng thời lập kế hoạch tránh chướng ngại vật, tự động tạo ra đường đi của robot sao cho không va chạm với các vật thể khác.obScác loại thuốc lá.
Đặc trưng:
- Quy trình vận hành đơn giản: Hệ thống được tự động hóa cao, và các quy trình hàn phức tạp có thể được hoàn thành chỉ bằng các thao tác đơn giản trên giao diện phần mềm.
- Dễ dàng bắt đầu
 Các thuật toán tự động của phần mềm thay thế việc lập trình thủ công, không yêu cầu kiến thức chuyên môn; ngay cả người mới bắt đầu cũng có thể nhanh chóng học cách vận hành máy hàn. Trích xuất đường hàn chỉ với một cú nhấp chuột, khớp quy trình chỉ với một cú nhấp chuột và lập kế hoạch đường đi chỉ cần một vài thao tác đơn giản.
Các thuật toán tự động của phần mềm thay thế việc lập trình thủ công, không yêu cầu kiến thức chuyên môn; ngay cả người mới bắt đầu cũng có thể nhanh chóng học cách vận hành máy hàn. Trích xuất đường hàn chỉ với một cú nhấp chuột, khớp quy trình chỉ với một cú nhấp chuột và lập kế hoạch đường đi chỉ cần một vài thao tác đơn giản.
Nhấp chuột, hệ thống sẽ tự động tính toán giải pháp tối ưu.
 Quy trình tích hợp sẵn
Quy trình tích hợp sẵn
Với thư viện quy trình chuyên gia tích hợp sẵn, phần mềm tự động nhận diện và khớp các quy trình, đảm bảo chất lượng hàn ổn định và dễ kiểm soát, giúp ngay cả người mới bắt đầu cũng có thể sử dụng.BẰNGcác chuyên gia quy trình.
1.2Cao Tính linh hoạt và khả năng thích ứng: Hệ thống có thiết kế giao diện mở và phổ quát, giúp nó tương thích với nhiều loại robot công nghiệp và máy hàn khác nhau. Nó có thể nhanh chóng thích ứng với nhiều thiết bị ngoại vi như khung đỡ, mặt đất.-đường ray và dầm консольkiểuS.

1.3Khả năng thích ứng môi trường cao: Hệ thống cung cấp các chế độ làm việc và tùy chọn chức năng khác nhau cho các tình huống hàn khác nhau, đạt được sự cân bằng giữa chất lượng hàn và chi phí.
 Nguyên lý kỹ thuật:
Nguyên lý kỹ thuật:
1) Sự phối hợp giữa mắt và não
Một giải pháp thị giác tự phát triển kết hợp với hệ thống điều khiển cho phép camera laser định vị tự động các chi tiết gia công và hàn các mối hàn một cách chính xác.
2)Các camera quét dòng khổ lớn hỗ trợ mô hình hóa ngược mà không cần bản vẽ, cho phép sản xuất tự động và nhanh chóng.
Môi trường vận hành thiết bị:
2.1Độ cao dưới 1000 mét.
2.2Nhiệt độ môi trường xung quanh nằm trong khoảng từ 0℃ đến +45℃.
2.3Độ ẩm môi trường: 20-80%RH (không ngưng tụ).
2.4Môi trường sử dụng phải không có chất dễ cháy nổ, bụi bẩn hoặc chất ăn mòn. Các chất có thể ảnh hưởng nghiêm trọng đến việc sử dụng thiết bị, chẳng hạn như khí độc, hơi độc, kết tủa hóa học và nấm mốc.
- Tên thiết bị:Thanh ChiCần trục 8 trụcTrạm làm việc hàn thông minh
- Mô hình thiết bị:QZ-XB8/12-V3.8
 Phần mềm hỗ trợ
Phần mềm hỗ trợ- kg
- QZCamera quét laser dòng lớn 181P-WL
- QZCamera quét laser dòng lớn 181P-WL
- kg
Chức năng chính của Thanh TrịCần trục 8 trụctrạm hàn thông minhhệ thống
1) Phân tích mô hình 3D: Mô-đun phân tích mô hình tích hợp sử dụng các thuật toán hình học để phân tích dữ liệu hình học của các mô hình 3D cho các chức năng như phân tích mô hình, bù mối hàn và lập kế hoạch đường đi. Nó có thể nhận dạng các định dạng tệp phổ biến như IFC, STEP, STP và IGS.
2)VNhận dạng hình ảnh: sử dụng thuật toán xử lý ảnh và công nghệ học sâu để thu thập và phân tích thông tin 3D của các chi tiết gia công.
3Phân tích lỗi lắp ráp: Bằng cách sử dụng thị giác 3D và kết hợp với phân tích mô hình, vị trí thực tế của mối hàn được xác định, tránh các lỗi chuyển động và lập kế hoạch do sự không nhất quán giữa quá trình lắp ráp thực tế và mô hình.
4Lập kế hoạch đường hàn và tránh chướng ngại vật: Thông qua một mô-đun xác minh mô phỏng tự phát triển, quá trình mô phỏng động và xác minh tính chính xác được thực hiện trên hướng và dữ liệu do thuật toán tạo ra.
5Quy trình hàn thích ứng: Kết hợp kinh nghiệm sản xuất, chúng tôi xây dựng môi trường mô phỏng và xưởng thực tế để phát triển các thuật toán quy trình hàn thông minh.
6) Trong một số điều kiện nhất định, hệ thống hàn thông minh hỗ trợ mô hình hóa ngược vàthôĐịnh vị phôi gia công cho các hình dạng thanh gia cường khác nhau, chẳng hạn như song song, hướng lên và lõm..
3.4 Các thành phần chính củaethiết bị
Phần mềm lập trình không cần dạy, hệ thống thị giác laser theo đường thẳng, robot hàn, ray dẫn điện, nguồn điện hàn, mỏ hàn làm mát bằng nước, thiết bị làm sạch mỏ hàn và cắt dây, hệ thống điện, v.v.
3.5 Các quy trình hàn áp dụng:
1) Các quy trình hàn cơ bản
| vật liệu phôi | Thép cacbon, thép hợp kim thấp, thép không gỉ (không đánh bóng như gương) |
| Phương pháp hàn | Hàn hồ quang kim loại khí |
| Vị trí hàn | Hàn phẳng PA, hàn góc phẳng PB, hàn ngang PC, hàn đứng hướng lên PF, hàn đứng hướng xuống PG |
| Khí bảo vệ | 80% Ar + 20% CO2100% CO295%Ar + 5%O2 |
| đường kính dây hàn | Dây hàn đặc có đường kính ø1.0mm, ø1.2mm và ø1.6mm; dây hàn lõi thuốc có đường kính ø1.2mm. |
2) Gói phần mềm xử lý
| Quá trình hàn | Thông số kỹ thuật |
| Tạo hình vòng cung bằng cách cạo bỏ dữ liệu / Tái tạo hình vòng cung | Khi các tạp chất tại điểm bắt đầu hàn gây khó khăn cho việc khởi tạo hồ quang, đặc biệt là trong các mối hàn nhiều lớp, nhiều đường hàn, tỷ lệ thành công của việc khởi tạo hồ quang có thể được cải thiện. |
| Hàn dao động |  Hỗ trợ dao động hình sin, dao động hình tam giác,Dao động hình chữ L, con lắc hình sin xiên, con lắc; phương pháp hàn con lắc được phát triển để hàn giáp mối các tấm có độ dày từ 5mm đến 16mm mà không cần vát mép, như thể hiện trong hình dưới đây. Hỗ trợ dao động hình sin, dao động hình tam giác,Dao động hình chữ L, con lắc hình sin xiên, con lắc; phương pháp hàn con lắc được phát triển để hàn giáp mối các tấm có độ dày từ 5mm đến 16mm mà không cần vát mép, như thể hiện trong hình dưới đây. |
| Hàn gián đoạn |
|
| Hàn điểm gãy | Khi robot dừng lại trong quá trình di chuyển không tải, định vị hoặc hàn, người dùng có thể di chuyển robot một khoảng cách nhất định bằng tay, sau đó sử dụng chức năng định vị điểm dừng để đưa robot trở lại điểm dừng và tiếp tục quá trình xử lý. |
| Chức năng thu hồi cung tròn | Việc dừng hàn đột ngột trong quá trình hàn sẽ tạo ra một hố. Bằng cách thiết lập khoảng cách rút que hàn, hố này có thể được lấp đầy khi tiếp tục hàn. |
| Mối hàn góc |
|
 Thích hợp cho các bộ phận cần hàn gián đoạn để giảm biến dạng do hàn.
Thích hợp cho các bộ phận cần hàn gián đoạn để giảm biến dạng do hàn. Hệ thống định vị bằng laser xác định chính xác vị trí các góc, và tư thế hàn cũng như quy trình được tự động thay đổi tại các vị trí góc để thực hiện hàn góc ở cả vị trí nằm ngang và thẳng đứng.
Hệ thống định vị bằng laser xác định chính xác vị trí các góc, và tư thế hàn cũng như quy trình được tự động thay đổi tại các vị trí góc để thực hiện hàn góc ở cả vị trí nằm ngang và thẳng đứng.
| Hàn liên tục |  Nó cho phép hàn liên tục nhiều đường hàn, tránh hiện tượng tập trung ứng suất tại mối nối do các đường hàn giao nhau gây ra.Đồng thời, nâng cao hơn nữa hiệu quả hàn. Nó cho phép hàn liên tục nhiều đường hàn, tránh hiện tượng tập trung ứng suất tại mối nối do các đường hàn giao nhau gây ra.Đồng thời, nâng cao hơn nữa hiệu quả hàn. |
| Hàn xuyên qua các lỗ hàn |  Tại vị trí lỗ hàn, hệ thống sử dụng phát hiện va chạm để tự động lập kế hoạch tư thế hàn, đảm bảo các mối hàn ở cả hai phía của lỗ hàn tạo thành một mối nối khít chặt. Tại vị trí lỗ hàn, hệ thống sử dụng phát hiện va chạm để tự động lập kế hoạch tư thế hàn, đảm bảo các mối hàn ở cả hai phía của lỗ hàn tạo thành một mối nối khít chặt. |
| Theo dõi cung |
|
Khả năng thích ứng vát cạnh cột hộp
|  Để giải quyết các vấn đề về khe hở và góc độ khác nhau ở chân mối hàn vát, hiện nay người ta sử dụng thiết bị dò mối hàn vát để quét toàn bộ mối hàn, xác định đặc điểm của từng đường laser. Sau đó, hệ thống điều chỉnh quy trình hàn (tốc độ hàn, dòng điện, biên độ dao động và các thông số khác) theo thời gian thực dựa trên đặc điểm của mối hàn vát tại các vị trí khác nhau để thực hiện hàn vát thích ứng. Để giải quyết các vấn đề về khe hở và góc độ khác nhau ở chân mối hàn vát, hiện nay người ta sử dụng thiết bị dò mối hàn vát để quét toàn bộ mối hàn, xác định đặc điểm của từng đường laser. Sau đó, hệ thống điều chỉnh quy trình hàn (tốc độ hàn, dòng điện, biên độ dao động và các thông số khác) theo thời gian thực dựa trên đặc điểm của mối hàn vát tại các vị trí khác nhau để thực hiện hàn vát thích ứng. |
 Trong quá trình hàn, tính năng theo dõi hồ quang cho phép nhanh chóng hiệu chỉnh các sai lệch về hướng hàn, cả theo chiều ngang và chiều dọc, hỗ trợ theo dõi hồ quang dao động hình sin, dao động hình chữ L và dao động hình tam giác.
Trong quá trình hàn, tính năng theo dõi hồ quang cho phép nhanh chóng hiệu chỉnh các sai lệch về hướng hàn, cả theo chiều ngang và chiều dọc, hỗ trợ theo dõi hồ quang dao động hình sin, dao động hình chữ L và dao động hình tam giác.3) Gói phần mềm xử lýđể mô hình hóa ngược
| Quá trình hàn | Thông số kỹ thuật |
| Mặt bích dầm chữ I, tấm gia cường thẳng |  Tấm đế và các tấm cánh bên ở cả hai phía; chiều rộng của tấm đế có thể thay đổi; có nhiều tấm gia cường trên tấm đế; dầm chữ I không có tấm gia cường cũng được cho phép. Tấm đế và các tấm cánh bên ở cả hai phía; chiều rộng của tấm đế có thể thay đổi; có nhiều tấm gia cường trên tấm đế; dầm chữ I không có tấm gia cường cũng được cho phép. |
| Tấm cong không đều |  Hỗ trợ các tấm cong tròn và cong không đều. Hỗ trợ các tấm cong tròn và cong không đều. |
| Các thanh gia cường không đều |
|
 Các gờ, dù cao hơn hay thấp hơn mặt bích, đều đỡ các bề mặt song song, lồi lên trên hoặc lõm xuống dưới. Nếu cạnh trên của gờ là một đường vát, thì góc giữa đường vát và bề mặt tấm đế phải lớn hơn 65°.
Các gờ, dù cao hơn hay thấp hơn mặt bích, đều đỡ các bề mặt song song, lồi lên trên hoặc lõm xuống dưới. Nếu cạnh trên của gờ là một đường vát, thì góc giữa đường vát và bề mặt tấm đế phải lớn hơn 65°.
Kích thước trạm làm việc: xấp xỉ..12000mm ×4000mm ×3000mm. Tủ điều khiển vận hành được đặt trên một bệ trượt. Thiết bị sử dụng bàn làm việc hai trạm, loại bỏ thời gian chờ đợi để nạp và dỡ vật liệu trong quá trình hàn robot, cho phép thực hiện các thao tác hàn liên tục và nâng cao hiệu quả công việc.
1) Sơ đồ cấu trúc ba chiều
 |
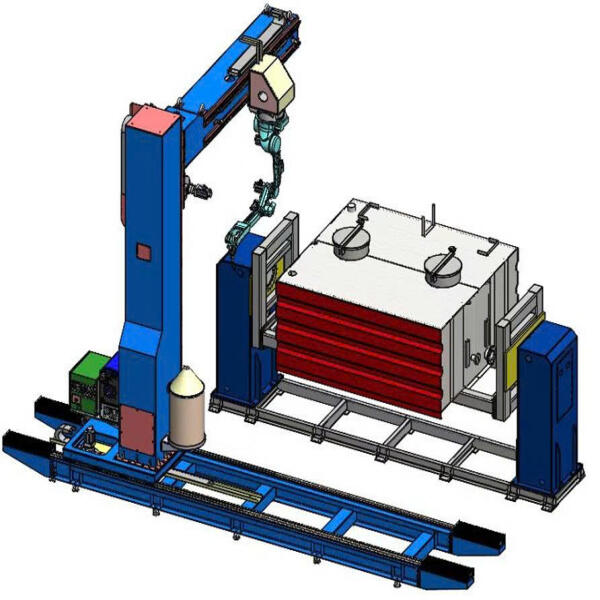
2) Hình ảnh sản phẩm thực tế
 |
4. Các thành phần chính và thông số kỹ thuật
Loại tham số |
minh họa |
Mức độ nguồn laser |
Lớp học III B |
Khoảng cách quan sát gần nhất |
450 mm |
Khoảng cách quan sát tối ưu |
585 mm |
Khoảng cách quan sát tối đa |
850 mm |
Tầm nhìn gần nhất |
2D: 312 mm × 261 mm 3D: 169 mm |
Cảnh đẹp nhất |
2D: 406 mm × 339 mm 3D: 212 mm |
Góc nhìn xa nhất |
2D: 590 mm × 493 mm 3D: 299 mm |
Y Độ phân giải định hướng |
0,069 ~ 0. 122 mm (3D) |
Z Độ phân giải định hướng |
0,26 ~0,79 mm (3D) |
Phương pháp cài đặt |
Balo |
Kích thước lắp đặt (chiều dài × (chiều rộng x chiều cao) |
156,5 mm × 43 mm × 140,5 mm (L × W × H) |
Tốc độ khung hình |
200 fps |
Nhiệt độ môi trường xung quanh |
0 ~50℃ |
Độ ẩm môi trường |
0 ~Độ ẩm tương đối 95% |
Mức độ bảo vệ |
IP64 |
Phương pháp làm mát |
làm mát bằng không khí |
cân nặng |
 4.1.1QZWMáy dò đường may laser 600P
4.1.1QZWMáy dò đường may laser 600P
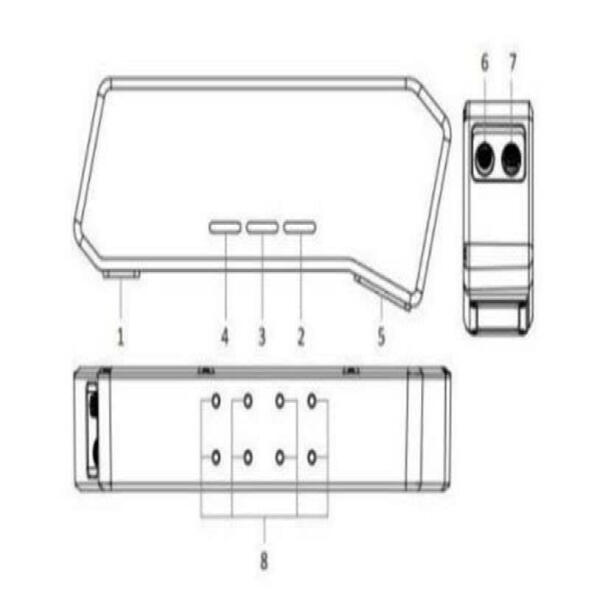
Hình vẽ bố cục và đầu cuối
1.Bộ phận laser 2. Đèn báo laser 3. Đèn báo trạng thái 4. Đèn báo nguồn 5. Camera
6. Giao diện nguồn và I/O 7. Cổng Ethernet Gigabit 8. Lỗ vít lắp đặt
Tham số:
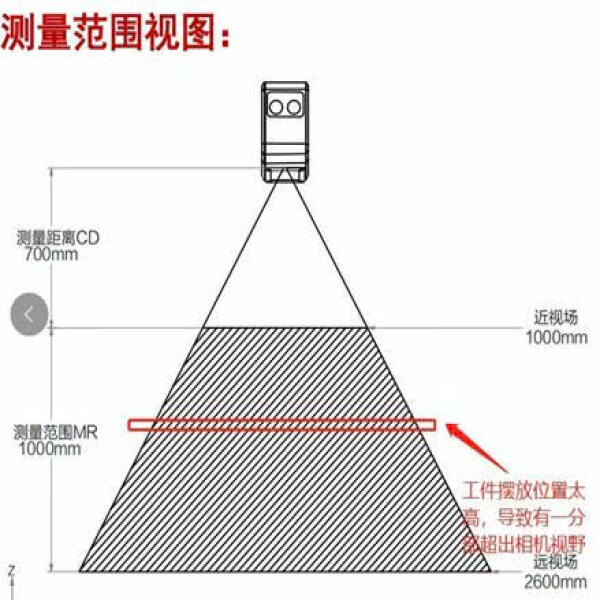
Thông số kỹ thuật. Người mẫu | QZ181P-WL |
Trường nhìn gần | 1000mm |
Góc nhìn xa | 2600mm |
Khoảng cách thực(ĐĨA CD) | 700mm |
Đo phạm vi(ÔNG) | 1000mm |
Tốc độ khung hình quét | 1140fps @ 1 m* độ sâu |
Mức độ an toàn của tia laser | Lớp 3B |
Quyền lực | Điện áp một chiều 12 ~ 24 V |
Kích thước | 354. 1 × 65 × 123,4 mm |
Cân nặng | 1,6 kg |
Nhiệt độ môi trường xung quanh / Nhiệt độ bảo quản | 0 ~ 45℃/-30 ~ 80℃ |
Độ ẩm môi trường | 20% ~ 85%Độ ẩm tương đối(Không có hiện tượng ngưng tụ) |



 Robot hàn và các thông số liên quan
Robot hàn và các thông số liên quan
4.3 Trụ đỡ dạng đòn bẩy của robot
Trụ đỡ dạng đòn bẩy của robot được điều khiển bởi trục ngoài của robot.
1) Tham số cột
| Khả năng chịu tải điểm cuối | 500kg |
| Wtốc độ đi bộ | 0-0,5bệnh đa xơ cứng |
| Khả năng lặp lạisự chính xác | ±0,1 mm |
| Các phương pháp loại bỏ độ rơ cho từng trục | Siết chặt/kéo để loại bỏ các khe hở. |
| Dphương pháp tách hạt | Động cơ servo trục ngoài + hộp giảm tốc hành tinh + thanh răng và bánh răng |
2) Ray dẫn hướng chịu tải nặng sử dụng động cơ trục ngoài để dẫn động bộ giảm tốc hành tinh, thông qua cơ cấu truyền động bánh răng và thanh răng, dẫn động tấm trượt và...trụ.Robot di chuyển dọc theo hai bộ ray dẫn hướng tuyến tính; ray dẫn hướng dưới đất được điều khiển bởi một động cơ servo và thuộc cùng một dòng với robot, đồng thời cũng được điều khiển bởi robot. Bộ điều khiển cho phép liên kết giữa ray dẫn hướng dưới đất.đường rayvà con robot.
3) Cả phễu chứa dây hàn và máy hàn đều được đặt ở hai bên cột, hoặc chúng có thể được lắp đặt trên tấm trượt của ray dẫn hướng.
4) Loại chịu tải nặng)đấtHệ thống ray chủ yếu bao gồm đế, tấm trượt, ray dẫn hướng tuyến tính chính xác, động cơ servo, bộ giảm tốc chính xác, thanh răng, nắp che bụi ray dẫn hướng và xích cáp. Khung ray là kết cấu thép hàn đã trải qua quá trình xử lý giảm ứng suất để đảm bảo độ bền và độ cứng đồng thời giảm thiểu biến dạng do ứng suất. Ray dẫn hướng tuyến tính chính xác đảm bảo độ chính xác khi dẫn hướng, và các thanh răng có độ chính xác cao.
5)Để đảm bảo độ chính xác truyền tải, toàn bộđường raykhungS làĐược làm từ các bộ phận kết cấu hàn đã trải qua quá trình ủ lão hóa và sau đó gia công (phay CNC).
6Được trang bị động cơ trục ngoài và bộ giảm tốc chính xác, hệ thống dẫn hướng ray tuyến tính độ chính xác cao và truyền động bánh răng thanh răng để đạt được chuyển động và dừng tốc độ cao và độ chính xác cao, nó có thể thực hiện liên kết phối hợp với thân robot hoặc các thiết bị tự động khác, nâng cao hiệu suất làm việc của toàn bộ máy.
7)Cặp bánh răng này sử dụng cấu trúc loại bỏ độ rơ được thiết kế đặc biệt để đảm bảo hoạt động của robot. khả năng lặp lại của độ chính xác định vịcũng nhưkhácphầnS.
8)Hệ thống bảo vệ ray dẫn hướng sử dụng cấu trúc khép kín hoàn toàn độc đáo để ngăn ngừa tia lửa hàn; tất cả các dây cáp được bố trí bằng xích dẫn hướng khép kín hoàn toàn, tạo nên vẻ ngoài thẩm mỹ và gọn gàng.vìđộ chính xác lắp đặt của thanh dẫn hướng tuyến tính vàcử độngđộ chính xác củarobot'cơ sở của s, vàcơ sở Có thểMà cònhỗ trợ hộp điều khiển.
4.4Hànquyền lực
 Được trang bịAotai máy hàn, tBộ nguồn của máy sử dụng công nghệ biến tần chuyển mạch mềm IGBT. Nguồn điện lưới ba pha 380V được chỉnh lưu và chuyển đổi thành dòng điện xoay chiều tần số cao bằng biến tần IGBT. Sau khi được hạ áp bằng máy biến áp tần số cao, nó được chỉnh lưu và lọc thêm bằng bộ chỉnh lưu tần số cao để tạo ra nguồn điện một chiều phù hợp cho việc hàn. Quá trình này giúp cải thiện tốc độ phản hồi động của sản phẩm, đồng thời giảm kích thước và trọng lượng. Mạch điều khiển cung cấp khả năng điều khiển vòng kín cho toàn bộ máy, mang lại khả năng chống chịu tuyệt vời với sự dao động của lưới điện và hiệu suất vượt trội.hiệu suất hàn.
Được trang bịAotai máy hàn, tBộ nguồn của máy sử dụng công nghệ biến tần chuyển mạch mềm IGBT. Nguồn điện lưới ba pha 380V được chỉnh lưu và chuyển đổi thành dòng điện xoay chiều tần số cao bằng biến tần IGBT. Sau khi được hạ áp bằng máy biến áp tần số cao, nó được chỉnh lưu và lọc thêm bằng bộ chỉnh lưu tần số cao để tạo ra nguồn điện một chiều phù hợp cho việc hàn. Quá trình này giúp cải thiện tốc độ phản hồi động của sản phẩm, đồng thời giảm kích thước và trọng lượng. Mạch điều khiển cung cấp khả năng điều khiển vòng kín cho toàn bộ máy, mang lại khả năng chống chịu tuyệt vời với sự dao động của lưới điện và hiệu suất vượt trội.hiệu suất hàn.
(1) Mô tả tốc độ hàn
Đối với các mối hàn có chiều cao chân mối hàn 8mm, tốc độ trung bình cho các mối hàn góc phẳng xấp xỉ 5,5mm/s, và tốc độ trung bình cho các mối hàn dọc xấp xỉ 1,4mm/s. Khi chiều cao chân mối hàn góc phẳng vượt quá 10mm, thường cần nhiều lớp và nhiều lượt hàn.
(2) Mô tả thư viện quy trình
Điều này cung cấp các quy trình hàn thường được sử dụng. Do điều kiện làm việc khác nhau,
Có thể cần điều chỉnh tùy thuộc vào tình trạng hàn.
(Thông tin về tồn kho quy trình có sẵn.)
Tình hình cụ thể như sau:
| thợ hàn | Vật liệu hàn | vật liệu gốc |
AotaiNBC500 RP | 80% Ar + 20% CO2; ø1.2 dây hàn đặc | Thép cacbon: Mối hàn góc dày 6~20mm |
| 100% CO2; ø1.2 dây hàn đặc | Thép cacbon: Mối hàn góc dày 6~12mm | |
| 100% CO2; ø1.2 dây hàn lõi thuốc | Thép cacbon: Mối hàn góc dày 6~10mm | |
80% Ar + 20% CO2; ø1.6 dây hàn đặc | Thép cacbon: Mối hàn góc dày 6~20mm |
4,5 độ Chệ thống điều khiển

Hệ thống tích hợp phần cứng và phần mềm, bao gồm bảng điều khiển, hệ thống điều khiển robot, hệ thống truyền thông và hệ thống thị giác. Bảng điều khiển sử dụng phương thức vận hành tập trung, sử dụng bộ điều khiển logic lập trình (PLC) để điều khiển và quản lý từ xa tất cả các thiết bị. Hệ thống có giao diện thân thiện với người dùng và dễ vận hành. Phần cứngcủa hệ thống điều khiểnCấu hình như sau:
Màn hình: 24 inch+Bộ xử lý:TÔI3-1200;
Ký ức:8G;
Cứngđĩa:256G
Giao diện truyền thông: Giao diện Ethernet*4, USB 3.0*2.
Trạm làm việc có thể được khởi động, dừng, tạm dừng và kích hoạt thông qua nút khởi động. Trong trường hợp khẩn cấp, trạm làm việc có thể được dừng lại thông qua nút dừng khẩn cấp nằm ở bất kỳ vị trí nào trên bảng điều khiển chính, bộ điều khiển cầm tay hoặc trạm nút khởi động, kèm theo cảnh báo bằng âm thanh và hình ảnh. Đèn báo hoạt động ba màu nhấp nháy liên tục sau khi hệ thống khởi động, hiển thị trạng thái của hệ thống.trạng thái trênChế độ chờ, báo động hoặc đang hoạt động.
Toàn bộ hệ thống sử dụng xử lý kỹ thuật số và có thể kết nối với các thiết bị bên ngoài thông qua giao tiếp. Bảng điều khiển màn hình cảm ứng được lắp đặt bên ngoài hàng rào an toàn tại chỗ để tối đa hóa an toàn trong sản xuất. Các cảm biến được cấu hình giữa các chương trình để phát hiện tín hiệu hoạt động, đảm bảo sự liên kết và kết nối nhằm đảm bảo an toàn và độ tin cậy. Thiết bị được trang bị công tắc dừng khẩn cấp, có thể ngay lập tức dừng tất cả hoạt động trong trường hợp khẩn cấp. Khi xảy ra lỗi và kích hoạt dừng khẩn cấp, hệ thống sẽ phát ra báo động, đèn báo trên bảng điều khiển sẽ sáng lên và trạm làm việc của robot sẽ tự động dừng lại. Thiết bị có ba loại đèn báo lỗi: đỏ (báo động hoặc lỗi thiết bị), vàng (thiết bị tạm dừng) và xanh lá cây (thiết bị đang hoạt động), được lắp đặt ở vị trí dễ thấy trên thiết bị. Người vận hành có thể biết chính xác trạng thái hoạt động hiện tại của hệ thống.
Hệ thống điều khiển điện và nền tảng phát triển thứ cấp của trạm làm việc robot sử dụng I/O của tủ điều khiển robot để điều khiển các thiết bị ngoại vi, bao gồm nguồn điện hàn, cơ cấu cấp dây, kênh dẫn vật liệu, bộ định vị, v.v.; phát hiện áp suất khí nén và áp suất khí bảo vệ; và điều khiển khởi động và tắt dây chuyền sản xuất. Các rơle, đèn ba màu, nút bấm, còi báo, công tắc quang điện, công tắc nhấn, các bộ phận khí nén và ống dẫn khí kết nối bên trong tủ điều khiển đều là sản phẩm của các thương hiệu nổi tiếng quốc tế. Tủ điều khiển có hiệu suất làm kín bên trong tuyệt vời và đảm bảo hoạt động bình thường trong phạm vi nhiệt độ từ -15℃ đến +45℃. Thông tin sau đó được truyền đến hệ thống điều khiển trung tâm của khách hàng.
- Cơ sở dữ liệu quy trình
Các thông số quy trình hàn có thể được lựa chọn thủ công thông qua giao diện tương tác được duy trì bởi cơ sở dữ liệu quy trình. Đồng thời, hệ thống phần mềm cũng cung cấp giao diện tương tác cho người vận hành để cấu hình thủ công các thông số hàn. Thông qua giao diện này, một bộ thông số quy trình mới có thể được cấu hình. Sau khi mô phỏng và thử nghiệm hàn thực tế bằng hệ thống con điều khiển chuyển động, các thông số quy trình được điều chỉnh liên tục cho đến khi thu được các thông số quy trình hàn phù hợp. Nhấp vào nút thêm trong giao diện này sẽ lưu các thông số quy trình vào cơ sở dữ liệu quy trình.
5. Các yêu cầu áp dụng cho phôi gia công
- Loại phôi: Thích hợp cho các cấu kiện thép có không gian hở phía trên hoặc bên hông khi làm việc tại vị trí hàn, với độ dày từ 6mm đến 30mm ở một phía của tấm hàn. Trong ngành kết cấu thép, máy có thể hàn các lô nhỏ các cấu kiện phi tiêu chuẩn như vách ngăn dầm chữ H, giá đỡ dầm chữ H, tấm xà gồ, các đơn vị tấm cầu và khung không gian hình chữ thập; trong ngành cầu, máy có thể hàn các đơn vị tấm và các mặt cắt hình chữ T; trong ngành tháp, máy có thể hàn các góc tháp và các chi tiết khác.
Lưu ý 1: Hiện tại, các chi tiết được mạ kẽm không được hỗ trợ do các vấn đề như độ phản chiếu;
Lưu ý 2: Các chi tiết hợp kim nhôm không thể hàn theo dõi hồ quang và có vấn đề phản xạ; Lưu ý 3: Các chi tiết thép không gỉ không được thử nghiệm.
- Độ chính xác lắp ráp: Khi khu vực hàn của phôi được mở rộng và không xảy ra va chạm trong quá trình di chuyển và định vị tự do, độ chính xác tổng thể của việc lắp ráp và định vị ban đầu của phôi phải nằm trong phạm vi 30mm, độ lệch góc lắp ráp phải nằm trong phạm vi 8°, và sự thay đổi chiều dài mối hàn phải nằm trong phạm vi 30mm; khi khu vực hàn của phôi không đủ mở rộng, độ chính xác lắp ráp, độ lệch góc và sự thay đổi chiều dài mối hàn phải đảm bảo không xảy ra va chạm trong quá trình di chuyển và định vị tự do, và các yêu cầu về độ chính xác tương tự như trên.
Lưu ý: Hệ thống sử dụng thiết bị dò đường hàn laser để định vị. Trường nhìn tối ưu của thiết bị dò đường hàn laser là 100mm. Để định vị được đường hàn, vị trí đường hàn phải nằm trong trường nhìn của thiết bị.
Hệ thống này có chức năng theo dõi hồ quang, có thể thực hiện hiệu chỉnh thời gian thực độ lệch góc hàn 8°;
Hệ thống này có chức năng dò đường hàn bằng laser để xác định vị trí bắt đầu và kết thúc mối hàn, giúp giải quyết vấn đề sai lệch chiều dài mối hàn. Về nguyên tắc, chỉ cần quét điểm cuối mối hàn trên đường định vị, chiều dài mối hàn thực tế có thể được điều chỉnh.
- Khe hở lắp ráp: Đối với mối hàn góc, khi chiều cao chân hàn Z ≥ 8mm, khe hở lắp ráp tối đa cho phép là 3mm; khi 5mm ≤ chiều cao chân hàn Z < 8mm, khe hở lắp ráp tối đa cho phép là 2mm. Đối với mối hàn giáp mí không vát mép, phạm vi khe hở lắp ráp cho phép là 3~5mm, trong trường hợp này dây hàn hướng vào tâm của khe hở hàn.
Lưu ý thêm: Khi hàn dao động, sẽ khó hàn được sản phẩm hoàn chỉnh nếu khe hở lắp ráp vượt quá biên độ dao động một phía.
- Yêu cầu đối với mối hàn vát mép: Kích thước vát mép phải tuân thủ các tiêu chuẩn hàn liên quan; mối hàn vát mép thường yêu cầu nhiều lớp và nhiều đường hàn, và độ đồng nhất của kích thước vát mép phải được kiểm soát trong phạm vi ±1mm, với độ lệch góc từ 0~5°; đối với các mối hàn có chiều rộng vát mép nhỏ hơn 4mm đường kính vòi phun, không được đưa vòi phun vào trong phần vát mép trong quá trình hàn để tránh.
Nếu phần kéo dài của mối hàn quá dài, độ sâu vát mép không được vượt quá 25mm; các mối hàn điểm bên trong phần vát mép phải cách điểm bắt đầu hồ quang ít nhất 20mm, và chiều cao của các mối hàn điểm không được quá cao. Những điều trên chỉ áp dụng cho các mối hàn vát mép không xuyên suốt.
- Yêu cầu đối với mối hàn vát mép của cột hộp (tiêu chuẩn chất lượng hàn UT2): 1. Độ dày tấm nhỏ hơn 25mm; 2. Độ đồng nhất kích thước vát mép được kiểm soát trong phạm vi ±1mm, độ lệch góc 0~5°; 3. Khe hở giữa tấm lót và tấm phẳng ≤2mm; 4. Khe hở giữa tấm lót và tấm thẳng đứng ≤2mm; 5. Độ lệch ≤2mm; 6. Khe hở chân mối hàn 3~9mm; 7. Không có điểm hàn nào nằm bên trong mép vát; 8. Cần làm sạch lớp giữa các mối hàn.
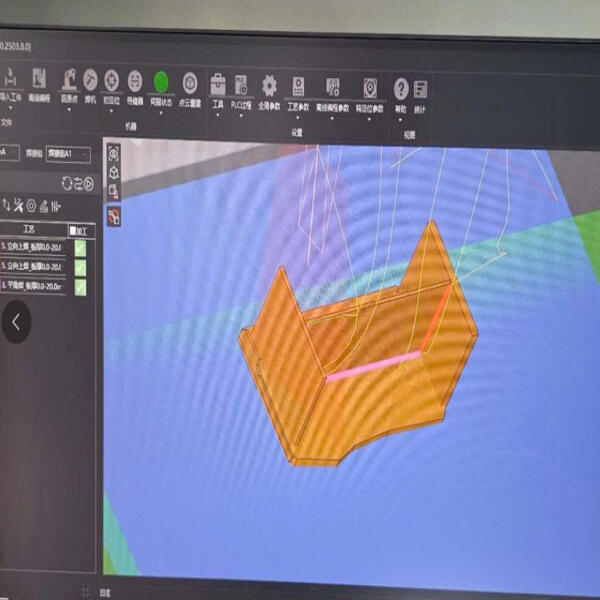
- Không gian hàn: Trong không gian hàn hẹp, mỏ hàn robot không thể tiếp cận hoặc di chuyển đến vị trí hàn tối ưu. Hình ảnh sau đây là mô phỏng không gian hàn cần thiết thông qua lập trình robot. Có thể thấy rằng tỷ lệ giữa chiều sâu và chiều rộng của phôi là một giá trị thay đổi và bị ảnh hưởng rất nhiều bởi tư thế hàn. Kết quả cuối cùng cần dựa trên mô phỏng gia công phôi do kỹ thuật viên thực hiện.
Đối với các chi tiết có không gian phía trên mở trong quá trình hàn, sơ đồ sau đây cho thấy diện tích không gian thích hợp cho việc hàn robot sử dụng giá trị X là 573mm và mỏ hàn 36°. Ví dụ, đối với chi tiết có chiều sâu 200mm, chiều dài mối hàn theo chiều rộng cần không nhỏ hơn 150mm, và tương tự, chiều rộng mối hàn theo chiều dài cần không nhỏ hơn 150mm.



Đối với các chi tiết gia công có khoảng trống bên hông trong quá trình hàn, sơ đồ sau đây thể hiện vùng không gian phù hợp cho việc hàn robot sử dụng giá trị X là 573mm và mỏ hàn 36°. Ví dụ, đối với chi tiết gia công có chiều dài 200mm, hướng chiều sâu mối hàn yêu cầu chiều dài mối hàn không quá 150mm và chiều rộng không nhỏ hơn 150mm, trong khi hướng chiều rộng mối hàn yêu cầu chiều sâu mối hàn không quá 50mm.
- Yêu cầu về chất lượng hàn: Các mối hàn cấp III và các mối hàn rãnh bán xuyên phải đáp ứng các yêu cầu về chất lượng hàn của tiêu chuẩn GB50661-2011 "Quy chuẩn hàn kết cấu thép" hoặc đáp ứng các yêu cầu của tiêu chuẩn ISO5817-2014. Hàn—Các mối hàn nóng chảy của thép, niken, titan và hợp kim của chúng (không bao gồm hàn bó)—Các loại chất lượng bị lỗi" -Hạng C.
5.8 Ghi chú đặc biệt:
(1) Khi độ lệch thẳng đứng giữa tấm đứng và tấm đế nhỏ hơn 5°, nó có thể hỗ trợ các thanh gia cường theo bất kỳ hướng nào và khoảng cách giữa các tấm đứng phải lớn hơn 200 mm (theo hướng quét). Tỷ lệ khung hình phải nhỏ hơn 1,5 để tránh chướng ngại vật và lập kế hoạch đường đi.
(2) Góc nghiêng của cạnh trên của tấm thẳng đứng phải nằm trong phạm vi 45° và cạnh nghiêng dài không được kéo dài trực tiếp tới tấm web, yêu cầu chiều cao dư thừa là 20 mm, như thể hiện trong Hình 1-1.
Hình 1-1
(3) Đối với trường hợp hai tấm cắt nhau xiên như thể hiện trong Hình 1-2 bên dưới, góc giữa hai tấm phải lớn hơn 30° và chiều dài tối thiểu của phần mở rộng giao nhau phải là 40 mm.
Hình 1-2
(4) Yêu cầu đặt: Khi đặt phôi lên giá đỡ, độ rơi ở cả hai đầu phải nằm trong phạm vi 10°.
(5) Độ biến dạng uốn của tấm web phải nằm trong phạm vi 30 mm; độ biến dạng uốn của tấm đứng phải nằm trong phạm vi 20 mm.
6. Acác loại đầu nối áp dụng
Các loại mối nối áp dụng: Thích hợp cho các mối nối chữ T giữa các tấm, mối nối chồng, mối nối góc, mối nối góc ống với ống, mối nối đối đầu ống với ống, mối nối đối đầu ống với tấm và mối nối đối đầu tấm với tấm (có vát cạnh). Xem bảng bên dưới để biết chi tiết.
Lưu ý 1: The fly-Chế độ định vị hiện đang hỗ trợ Định vị các chi tiết gia công có chiều cao từ 10mm trở lên; Lưu ý 2: Phần mềm có thể xác định chiều dài mối hàn tối thiểu là 30mm cho một mối hàn đơn.
Lưu ý 3: Nếu các cạnh vát và các mối nối góc được đánh bóng hoặc có độ phản chiếu như gương, điều đó sẽ ảnh hưởng đến khả năng nhận biết bằng mắt thường.
Bảng loại mối hàn đơn
| Số seri | Loại đầu nối | hình dạng mối hàn | Sơ đồ định vị | Nhận xét |
| 1 | Đầu nối hình chữ T
| đường thẳng | Hoay-Định vị Quét-Định vị | 1) Mô hình có thể có hoặc không có cạnh vát. 2) Chiều cao thẳng đứng / Chiều rộng tấm phẳng >10mm |
| 2 | Đầu nối hình chữ T
| đường thẳng | Hoay-Định vị Quét-Định vị | 1) Mô hình có thể có hoặc không có cạnh vát. 2) Độ dài cạnh của các góc trong của ba mặt phẳng >10mm |
3 | Đầu nối kiểu T Mối hàn góc phẳng + bề mặt cong (không có vách ngăn)
| đường cong | Quét-Định vị | 1) Chiều dài mối hàn không được nhỏ hơn 50mm. 2) Chức năng vát cạnh không được hỗ trợ. 3) Không hỗ trợ nhiều lớp và nhiều-vượt qua hàn |
 Hai mối hàn góc trong
Hai mối hàn góc trong Mối hàn góc trong ba mặt
Mối hàn góc trong ba mặt
4 | Đầu nối kiểu T Mối hàn góc phẳng + bề mặt cong (có vách ngăn phẳng ở đầu hoặc cuối)
Các yêu cầu về định vị vẫn giống như trên. | đường cong | Quét-Định vị | 1) Chiều dài mối hàn không được nhỏ hơn 50mm. 2) Chức năng vát cạnh không được hỗ trợ. 3) Không hỗ trợ nhiều lớp và nhiều-vượt qua hàn |
| 5 |  Khớp chữ T hàn tấm ống Khớp chữ T hàn tấm ống | 1)đi quacungcủa cxi lanh Và cơ sở đĩa 2) Các thanh gia cường vàPha thành xi lanh Các đường giao nhau | Hoay-Định vị Quét-Định vị | 1) Bán kính ống > 30mm2) Chiều cao ống > 20mm 3) Chiều rộng tấm đế > 10mm 4) Khi sử dụng định vị chuyến bay, chiều dài cung giữa hai thanh gia cường lớn hơn 1/4 đường tròn. |
| 6 |  Mối hàn tấm ống hình chữ T Mối hàn tấm ống hình chữ T | Vòng tròn khép kín | Hoay-Định vị Quét-Định vị | 1) Bán kính ống > 30mm 2) Chiều cao đường ống > 20mm |
| 7 | khớp góc
| đường thẳng | Hoay-Định vị Quét-Định vị | 1) Góc giữa hai mặt phẳng là 45° ~ 135° |

 Mối hàn góc trong hai mặt phẳng
Mối hàn góc trong hai mặt phẳng


| 8 | khớp góc Mối hàn góc trong ba mặt phẳng | đường thẳng | Hoay-Định vị Quét-Định vị | Góc giữa hai mặt phẳng là 45° ~ 135°.Góc lớn hơn 135° giúp dễ dàng nhận biết mặt vát. | ||
| 9 | khớp nối | đường thẳng | Kết nối và định vị | 1) Mối hàn phải thông thoáng ở cả hai đầu, và các tấm ở hai bên mối hàn phải thẳng đứng.Đường thẳng Góc < 1°
2) Khe hở mối hàn <20mm hoặc >5mm tcó thể xác định được trung tâm khoảng trống.
| ||
| 10 |  Mối nối thẳng có vát cạnh Mối nối thẳng có vát cạnh | Đường thẳng + Đường cong | Bđịnh vị evel | 1) Khi có các mép vát ở cả hai phía của mối hàn, bán kính mép vát phải nhỏ hơn 20mm, và >8mm 2) Chênh lệch chiều cao giữa hai cạnh nhỏ hơn 3mm, và góc giữa hai tấm ván nhỏ hơn 1°. 3) Độ sâu vát cạnh lớn hơn 10mm và góc vát cạnh lớn hơn...30° 4) Khi nối các tấm ống và các mép vát chữ V đơn, góc định vị nằm dọc theo đường phân giác của góc vát, và góc vát mép là đường phân giác của góc tiếp tuyến tại điểm giữa. | ||

 3) Các yêu cầu định vị khác như sau:
3) Các yêu cầu định vị khác như sau:




| 11 | khớp góc
phần chồng lên nhau của tấm ống | đường thẳng | Hoay-Định vị | 1) Độ rộng của cạnh vát phải không nhỏ hơn 10mm. 2) Khi chồng các tấm ống lên nhau, hãy vát mép các ống. Độ dày tấm gắn dọc >10mm |
| 12 | khớp chồng | đường thẳng | Định vị chồng chéo | 1) Độ dày của tấm chồng lên nhau lớn hơn 5mm |
| 13 | Đầu nối kiểu T
| cung | Hoay-Định vị |
 Hàn hồ quang tròn (không có vách ngăn)
Hàn hồ quang tròn (không có vách ngăn)
 Các loại mối hàn kết hợpBàn
Các loại mối hàn kết hợpBàn
| Số seri | Loại đầu nối | hình dạng mối hàn | Sơ đồ định vị | Nhận xét |
| 1 |  Đầu nối kiểu T Đầu nối kiểu T | Đường thẳng + Đường thẳng | Hoay-Định vị | 1) Góc giữa các mặt phẳng liền kề: 45° ~ 135° |
| 2 | Đầu nối kiểu T | Đường thẳng + cung sự kết hợp | 1) Quét-định vị 2) Fly-định vị | 1) Khi sử dụng định vị dựa trên quét, phải đáp ứng các yêu cầu sau.Độ lệch tiếp tuyến giữa các mối hàn liền kề nhỏ hơn 15°, và khoảng cách giữa các mối hàn nhỏ hơn 5 mm. 2) Khi sử dụng định vị chuyến bay, hãy tránh các điểm giao nhau giữa cung tròn và đường thẳng để ngăn ngừa việc xác định điểm cuối không chính xác.Tìm các điểm cuối có đặc điểm rõ ràng |
Khônge:Cả hai đều không phải fly-định vị cũng như quét-Việc định vị hỗ trợ các tình huống mà...con đường củađường hàn hoặcmáy ảnhbị cản trở.
7.Quy trình vận hành

- Nhập khẩu mô hình của phôi hàn;
- Định vị phôi;
- Robot hàn tự động định vị và đo chính xác vị trí mối hàn.
- Hệ thống đối chiếu quy trình hàn trong cơ sở dữ liệu;
- Thi công hàn.
8.1 Phạm vi cung cấp và danh mục
Số seri |
Ntên |
Thông số kỹ thuật và các mẫu sản phẩm |
Số lượng |
thương hiệu |
| 1 | Robot cánh tay khớp nối và tủ điều khiển máy móc | QJR6-2000H | 1 bộ | Tùy chỉnh Qingzhi (Qianjiang) |
| 2 | Thông số kỹ thuật khung консоль. | 12000x4000x3250mm | 1 bộ | Thanh Chi |
| 3 | Hệ thống hàn tự động ra quyết định không cần hướng dẫn Qingzhi | FSWeld3800 | 1 bộ | BOCHU-Tùy chỉnh Qingzhi |
| 4 | Máy dò đường may laser QZ600P Camera cỡ lớn QZ181P-WL | 400mm-850mm 1000-2600mm | 1 bộ | BOCHU-Tùy chỉnh Qingzhi |
| 5 | Nguồn điện hàn, bộ cấp dây, bình chứa nước | NBC-500Rp-Plus | 1 bộ | AotaTôi |
6 | Các phụ kiện như cáp, đường ống khí nén, van và xích cáp. | 1 bộ |
Hỗ trợ | |
7 |
Mỏ hàn và thiết bị chống va chạm | 602WHD | 1 bộ |
Tùy chỉnh Qingzhi |
| 8 | Thiết bị làm sạch súng và cắt dây | 1 bộ |
Tùy chỉnh Qingzhi | |
9 |
Hệ thống điều khiển điện | 1 bộ |
Thanh Chi | |
| 10 | Phụ tùng thay thế và phụ tùng tiêu hao |
1 bộ |
Tùy chỉnh Qingzhi |
8.2Danh sáchdự phòngcác bộ phận
| Số seri | Ntên | Thông số kỹ thuật và các mẫu sản phẩm | Số lượng | Brand |
| 1 | Giá đỡ vòi phun dẫn điện | Bộ chuyển đổi đầu dẫn điện M8 | 4 | Tùy chỉnh Qingzhi |
| 2 | Cđầu dẫn điện | Đồng thau crom zirconi M8 tiêu chuẩn châu Âu, đường kính 1.2mm. | 4 | Tùy chỉnh Qingzhi |
| 3 | Bộ chuyển hướng | đen | 1 | Tùy chỉnh Qingzhi |
| 4 | Bộ phận vòi phun. | 1 | Tùy chỉnh Qingzhi | |
| 5 | Tấm cách nhiệt | 1 | Tùy chỉnh Qingzhi |
9.Thông tin bảo hành
Thời hạn bảo hành cho trạm hàn này là1 nămhoặc 2000 giờ (tùy điều kiện nào đến trước) sau khi người dùng nghiệm thu thiết bị. Đối với các sự cố hoặc hư hỏng xảy ra trong quá trình sử dụng bình thường, nếu hư hỏng thuộc trách nhiệm của nhà cung cấp và nằm trong thời hạn bảo hành, nhà cung cấp sẽ sửa chữa hoặc thay thế linh kiện miễn phí. Điều này không bao gồm các bộ phận dễ hư hỏng, vật tư tiêu hao, linh kiện bảo trì, cầu chì, đèn báo và các vật tư tiêu hao khác do nhà cung cấp quy định. Nếu xảy ra bất kỳ trường hợp nào sau đây, sẽ không được bảo hành:
Sự cố xảy ra do thiếu bảo trì, sửa chữa và kiểm tra định kỳ đúng cách.
Thiệt hại do thiên tai hoặc các sự kiện bất khả kháng khác gây ra. Các lỗi do sự cố bất thường bên ngoài hệ thống này gây ra.
Hư hỏng máy móc do sản phẩm lỗi không được mua từ công ty chúng tôi gây ra.
Các sự cố do vận hành sai, vận hành bất thường hoặc các nguyên nhân khác không thuộc trách nhiệm của...của chúng tôicông ty.
10.Lắp đặt, vận hành thử, đào tạo và nghiệm thu
Trước khi giao hàng, người sử dụng phải cử đại diện đến địa điểm sản xuất của nhà sản xuất để nghiệm thu thiết bị và được đào tạo kỹ thuật. Chi phí sẽ được hai bên thỏa thuận.
Yêu cầu về nhân sự đào tạo:①Người vận hành robot cần có ít nhất bằng tốt nghiệp trường dạy nghề, còn kỹ thuật viên giám sát cần có ít nhất bằng cao đẳng, thành thạo tiếng Anh và kỹ năng máy tính, và dưới 45 tuổi.②Mỗi học viên sẽ được cung cấp một bộ dụng cụ. Tài liệu đào tạo vận hành robot (phiên bản điện tử).
- MỘTsự chấp nhận
Việc chấp thuận cuối cùng sẽ được thực hiện bởingười dùngVới sự tham gia của các nhân sự có liên quan từ cả hai phía. Sau khi nghiệm thu thành công, cả hai bên sẽ ký báo cáo nghiệm thu cuối cùng. Tất cả các điều kiện nghiệm thu sẽ được thực hiện theo thỏa thuận kỹ thuật đã ký giữa hai bên. Các tiêu chí nghiệm thu cuối cùng như sau:
- Chất lượng: Thiết bị đầy đủ, trong tình trạng tốt và phù hợp với hợp đồng và thỏa thuận kỹ thuật. Số lượng được chấp nhận theo phạm vi cung cấp đã thỏa thuận.
- Thiết bị có thể hoạt động liên tục. Đối với chi tiết gia công của khách hàng, hệ thống thiết bị có thể hàn liên tục và chất lượng đáp ứng yêu cầu. Việc hoàn thành sản xuất ba cấu kiện kết cấu thép của khách hàng (không bao gồm các khu vực gây cản trở tầm nhìn và súng hàn cũng như các vị trí khó tiếp cận) được coi là nghiệm thu.
- Hệ thống robot hoạt động liên tục và bình thường trong hơn 48 giờ mà không gặp bất kỳ sự cố nào.
- Sau khi được thông qua cuối cùng, cả hai bên ký vào mẫu chấp thuận.
- MỘTdịch vụ hậu mãi
- Thời hạn bảo hành thiết bị: 12 tháng.
- Trong thời gian bảo hành: Nếu thiết bị không thể hoạt động bình thường do lỗi của chính thiết bị đó,công ty của chúng tôisẽ chịu trách nhiệm sửa chữa miễn phí nếu thiết bị không thể hoạt động bình thường do các yếu tố con người gây ra.khách hànghoặc các yếu tố khách quan bên ngoài,chúng tôiChúng tôi sẽ chịu trách nhiệm sửa chữa với một khoản phí, chỉ tính phí dịch vụ và chi phí vật liệu nếu có.
Ngoài thời hạn bảo hành chất l




